

烟业智汇

零售户在线

微薰

手机版
烟业智汇
零售户在线
微薰
手机版
设备运行平稳顺畅、产品包装平整光滑……如今,云南中烟红云红河烟草(集团)有限责任公司昆明卷烟厂卷包车间中修组组长马坚巡检C区时,心情舒畅了很多。
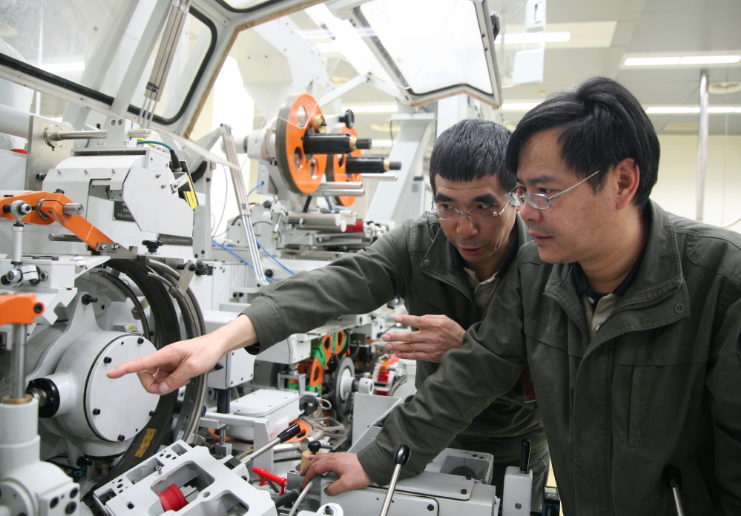
云南中烟红云红河集团昆明卷烟厂卷包车间中修组组长马坚(左)与修理工黎少华现场分析ZB45B机组卡阻问题
两个月前,C区最让维修工头疼——该区ZB45B型包装机组频繁发生卡阻故障,严重影响了车间生产效率。
ZB45B是昆明卷烟厂新引进的细支烟生产主力机型。近年来,细支烟市场需求持续增长,昆明卷烟厂着力提升细支烟产量、保障产品质量,ZB45B肩负着生产保供的重要任务。
该机型传动结构简洁明了,包装动作有序直观,优势明显。但在昆明卷烟厂实际使用过程中,设备出现了小盒成型不平整、盒盖缝隙过大、小盒粘接不稳,导致运行过程中设备卡阻、配件损坏的情况。
设备刚调试验收就赶上细支产品上量,生产任务重,质量要求高,新设备故障调修频繁,产品质量存在一定安全隐患,极大增加了机修组操作工、修理工的工作量。为改变这一现状,马坚找到C区修理组技术员胡立华,机械修理工黎少华、杨昆商量对策,随后,四人决定成立攻坚团队,制定一套详细的整改方案。
攻坚团队对ZB45B机型58#机组的故障频次进行了为期一个月的观察统计:平均每个生产班发生6次卡阻,严重时6小时发生5次以上,平均1.2小时一次。观察期20个工作日内,该部位维修和清除卡阻时间共计35.6小时,还不包括修理人员利用生产间隙进行维修调校的时间。
通过分析烟包在五号和六号模轮折叠成型的原理和动作配合,攻坚团队发现,导致小盒成型过程中烟包正面出现“小肚腩”和烟包在推进六轮模盒过程中频繁发生卡阻的重要原因,是六轮接应推杆头在接应烟包时不能有效地把小盒正面的大面平整压合到铝纸烟包上,严重时烟包底部的正面也会出现圆弧形凸起,导致整台设备卡阻停机。
原来,ZB45B是在ZB45机组的基础上改装而来的,ZB45适用卷烟规格为7.3×84毫米的产品生产,而ZB45B适用于卷烟规格为5.4×100毫米的产品生产。由于烟包尺寸变长,小盒最终成型后长度为102毫米。这样,在五号和六号模轮烟包传递中心线不变的情况下,六轮接应推杆头接应烟包时在烟包的外1/3位置处,导致小盒正面的大面无法被平整压合到小盒铝包烟包上。烟包被预折成型送到五轮出口通道时,小盒正面的大面没有折叠到位,尤其在高速运行或小盒商标材质变化时,烟包的后1/3处就会形成圆弧形凸起,最终导致小盒成型的质量缺陷,以及设备卡阻、损坏、停机等问题。
找到了问题症结,攻坚团队迅速确定整改推进思路:延长六轮接应推杆头尺寸。要将原适用于84毫米小盒烟包的推杆头改造成适用于100毫米的,六轮推杆头的工作面就需要加长,可到底要加长多少呢?团队初步测算,加长长度在10~20毫米之间是可以的。第一次实验,他们将六轮接应推杆头加长20毫米,为保证推杆头在进出六轮模盒背面以及在动作过程中不与六轮模盒发生碰撞,同时加大了六轮模盒后背面的开孔尺寸。试验发现,推折动作可以实现,但后续的旋转动作中,过长的推杆头会与支座部分发生碰撞,需要留有一定的安全余量距离。第二次实验,根据余量距离的测算,将推杆头加长12毫米,试验后观察发现,如果改变六轮模盒安装销的位置,则在保证留有安全余量的同时,还可加长推杆头长度。在第三次试验中,他们将推杆头加长18毫米,通过反复验证,终于确定18毫米即为最佳延长长度。
团队按照试验结果,加工和采购到所有配件后,首先在58#机组进行了效果测试,通过手动盘车、设备低速空车运行、高速空车运行及带料开机运行四种方式逐一检验,改造后的六轮推杆与模盒配合关系符合技术要求,小盒商标正面大面的压合位置和压合面符合设计预期。设备运行1个月以来,小盒成型调整维修时间大幅减少,小盒包装再也没有出现“小肚腩”,ZB45B型包装机在质量要求、效率要求、损耗控制中实现了最优匹配。

笃行致远 2024中国烟草行业发展观察

