烟业智汇

零售户在线

微薰

手机版
烟业智汇
零售户在线
微薰
手机版
文|四川中烟工业有限责任公司成都卷烟厂
赵骏、夏君
本文四川中烟工业有限责任公司成都卷烟厂的实际经验,对卷烟厂异型规格卷烟如何实现与标准规格卷烟共线自动入库,从设备布局、条烟输送、条烟封箱、箱装输送、箱装分拣、箱装码垛入库等过程环节进行了详细介绍。
随着卷烟个性化消费需求的增长和卷烟行业供给侧改革的深入推进,以细支和中支为特点的异型规格卷烟(简称“异型烟”),从最初的几十种发展到200多种,异型烟销量呈现逐年快速增长的趋势,异型烟市场已成为卷烟企业的必争之地。由于异形烟条装和箱装的包装形式、尺寸规格与传统标准规格卷烟(简称“标准烟”)存在较大差异,在许多卷烟厂两者无法实现共线自动入库。因此,如何实现异型烟与标准烟共线自动入库,成为卷烟企业所面临的共同课题。
一、成都卷烟厂的卷烟规格及成品入库瓶颈
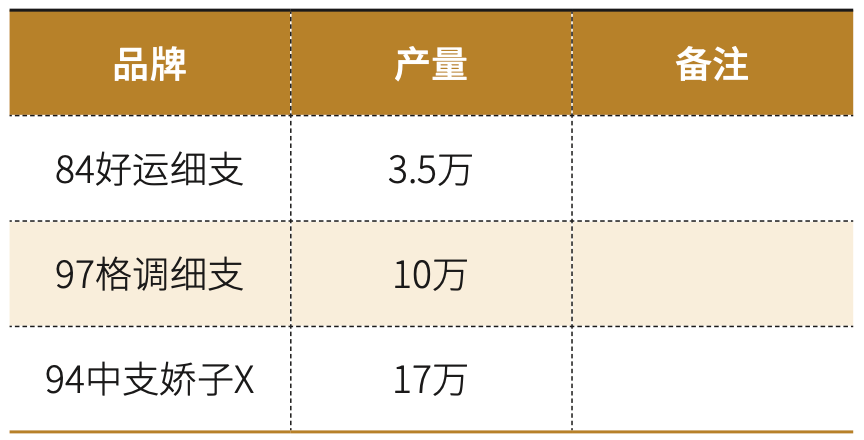
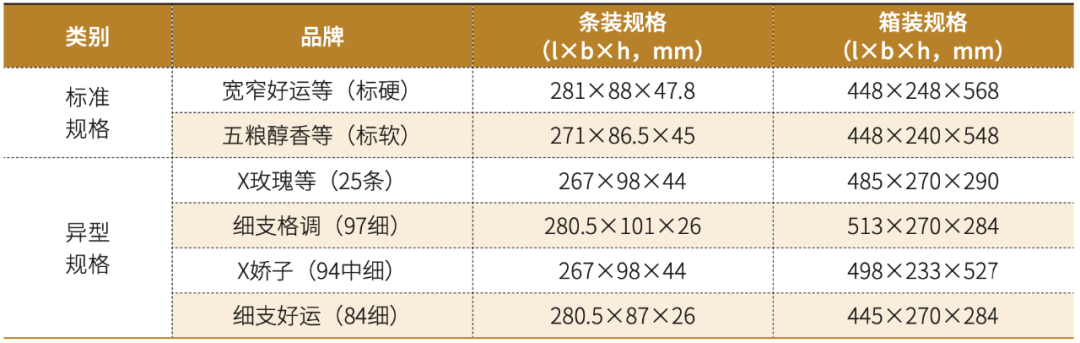
成都卷烟厂是四川中烟工业有限责任公司核心生产厂,是以细支、中支和特色产品为主的卷烟生产企业。近年来,随着娇子(宽窄)品牌的高速发展,成都卷烟厂生产的异型烟已占据了工厂产量的一半以上。2019年成都卷烟厂主要异型规格品牌及产量,如表1。各品牌卷烟规格尺寸,如表2。
表1 2019年成都卷烟主要异型规格品牌及产量
表2 各品牌卷烟规格尺寸
从表2可见,异型烟与标准烟在条烟及箱装尺寸上存在较大差异,最大与最小产品相差几乎有一倍以上。
成都卷烟厂的成品物流系统建于2004年,其入库系统是按标准规格的卷烟尺寸要求设计建造,异型烟要通过该系统自动入库存在两个问题:一是异形烟和标准烟箱装尺寸差异太大,入库系统不具备异形烟的条烟输送、自动装箱、分拣及码垛能力;二是在异型烟和标准烟同时生产时,面对不同规格尺寸的产品,入库系统不能适应多规格产品同时共线的入库功能和能力。
鉴于上述情况,工厂采用了人工入库与自动入库并存的方式,即标准烟采用自动入库,异型烟采用人工封箱、人工转运的方式入库。这种并存的入库模式,在初期还能满足生产要求,但随着异型烟产量的逐年增大,问题逐渐暴露:1.生产现场人流物流混杂、辅料输送与成品入库相互干涉,相互影响,现场管理难度增大;2.现场人机交叉作业增多,存在较大的安全隐患;3.现场人工封箱、搬运,增加人力成本的同时,也降低了物流效率;4.人工封箱作业环节缺少了件烟缺条检测工序,存在较大的质量风险。
二、成品入库系统柔性化升级改造方案
成都卷烟厂工程技术人员通过对成品物流现状的调研和分析,认为要解决以上问题,必须实现异型烟与标准烟共线自动入库。为此,工程技术人员大胆采用近年物流系统中的新技术、新思路,按照“总体规划、系统设计、分步实施”的原则,对成品入库系统进行了全面系统地规划设计,在不影响生产的基础上,用两年时间,对成品入库系统进行了柔性化升级改造,具体改造方案如下:
1.对卷包车间设备布局重新规划调整(如图1),使车间的人流、物流布局更加合理、顺畅。
图1 重新布局后的卷包车间
由于卷包车间条烟输送系统左右线分离,包装机生产的条烟仅能自动输送至对应封装箱机组,不具备全柔性条件,工厂工程技术人员对卷包车间设备布局进行了重新规划,以规格集中的原则形成了新的机群制布局,左线主要生产标准规格和94中支,右线生产细支规格和小品种,该项调整使车间整体布局更加合理、更加清晰,也为条烟自动输送、集中封箱捡条奠定了基础。
2.对条烟提升及输送线进行改造,实现异型烟的自动输送。
原有条烟提升及输送系统仅能适应标准规格条烟,细支规格条烟由于厚度较薄,在原有输送系统上频繁出现倾倒、卡烟的情况。对原有条烟输送系统进行改造,使细支规格卷包机组生产的条烟能够自动提升后,通过高架输送带输送至相应的封装箱工位,实现细支规格产品的装箱。改造内容如下:
(1)对原有三条条烟输送系统进行改造,加宽条烟提升机输送面的宽度,收窄高位链板输送通道的宽度,使其适应细支烟的条烟高位输送。
(2)对装箱工位的选通下滑通道及横向收集机进行改造,使其适应细支烟的输送。
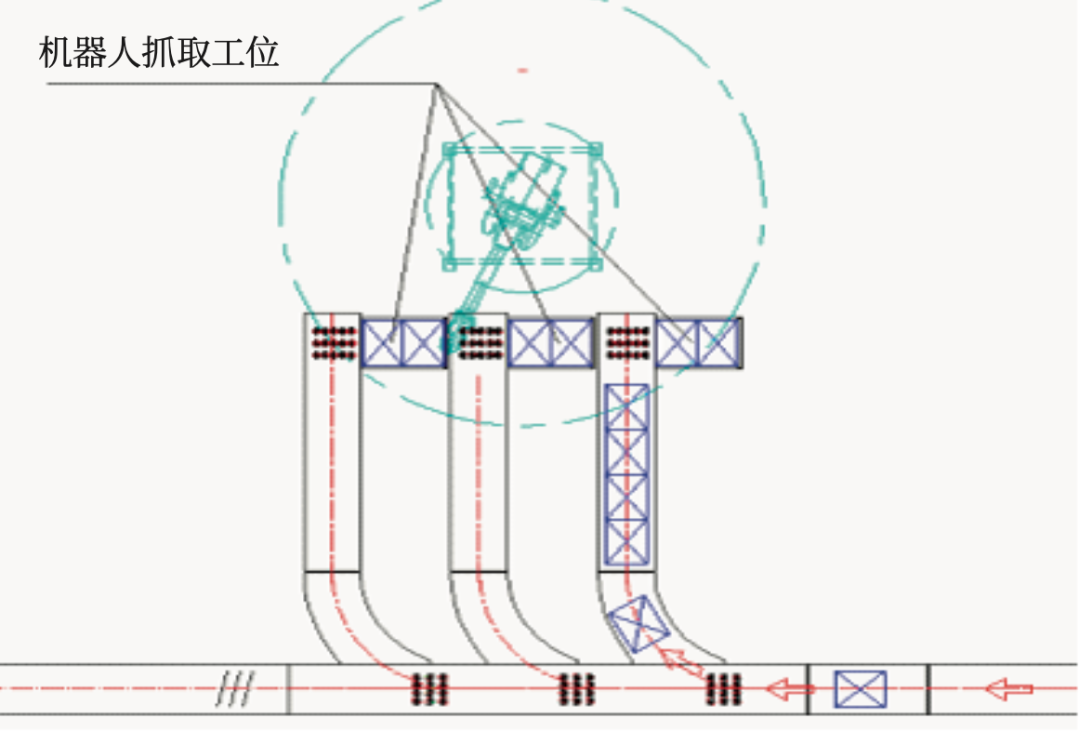
3.在卷包车间封箱区域设置条烟集中捡条平台,实现集中封箱、自动贴码的一体化作业。
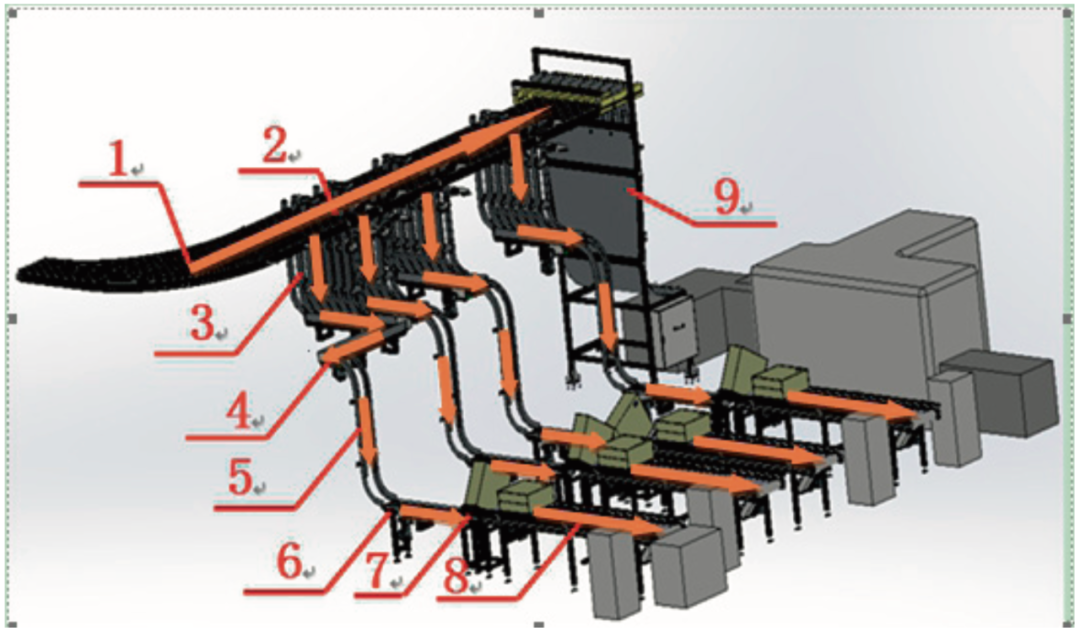
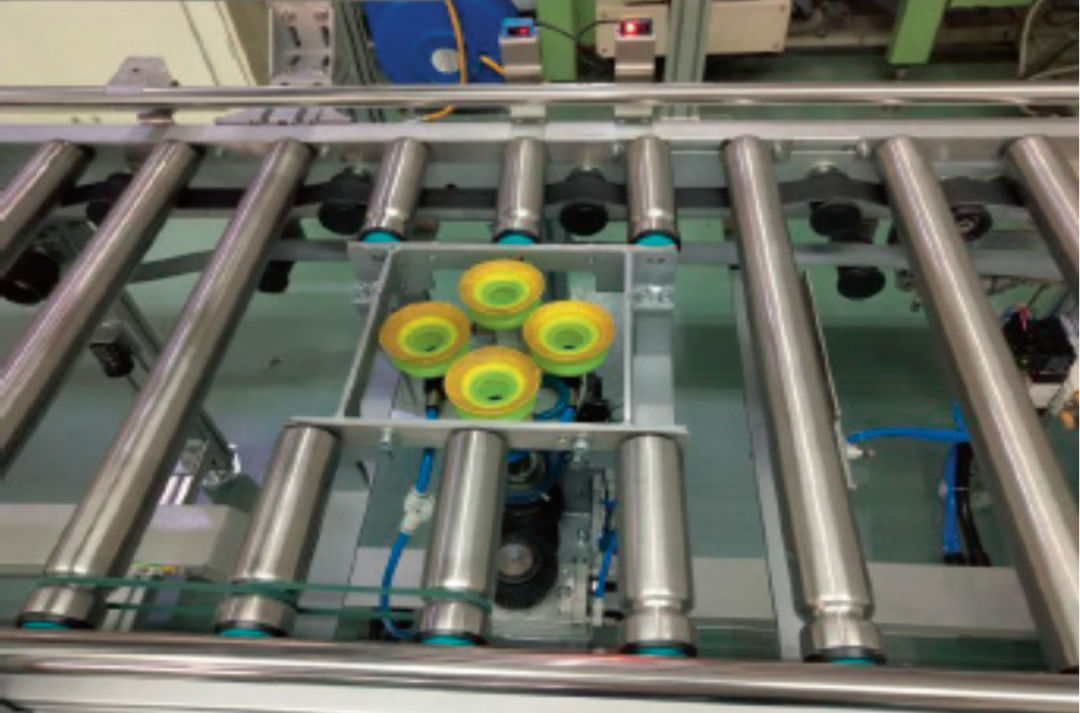
条烟通过条烟输送线后,一般是进入封装箱机进行自动封装,近年来工厂相继实施了97规格、94细支规格装封箱机的适应性改造,实现了上述产品的自动封箱。但对于部分有特殊要求且不具备自动封箱条件的小品种产品,设置人工集中捡条平台,设计了一套半自动人工封装平台及对应辊道输送机,共设置四个人工封箱工位,如图2、图3。
图2 半自动人工封装平台及对应辊道输送机
图3 在卷包车间封箱区域设置条烟集中捡条平台
通过配套的自动选通及输送装置将对应条烟输送线上的烟条输送至手工捡烟作业平台上,进行人工装箱、封箱,满足四个品牌的人工封箱需求,封装好的烟箱可直接放置于轨道输送线,自动打码后汇入烟箱输送线,通过提升机进入成品库二楼进行码垛,避免了在包装设备现场封箱带来的一系列问题,也降低了人工转运成本。
4.箱装卷烟输送系统改造,实现异型烟和标准烟的共线输送。
箱装件烟输送系统是成品入库物流的主通道,在其前端的条烟输送及条烟封箱对应的还是单规格生产的情况,仅需对其进行单一适应性改造,而从件烟输送开始,整套系统就面临多规格件烟汇集同时输送的问题,为此主要进行了四个方面的设计及改造,一是在封装机出口设计了件烟转向装置,对细支规格的件烟进行转向处理,使其输送方式与标准规格产品保持一致,便于后续分拣和码垛;二是改造了大量斜滚筒和带滑轮的围挡,在输送过程中对件烟姿态进行调整,使尺寸差异大的件烟在输送过程中也能基本保持单边位置一致;三是对原有输送线缓存、积放功能进行了扩充和细化;四是对件烟提升机进行了调整,使其能够适应所有规格。烟箱转向装置,如图4。共线输送,如图5。
图4 烟箱转向装置
图5 共线输送
5.箱装卷烟分拣系统的改造,实现异型烟和标准烟的共线分拣。
箱装件烟分拣系统,根据件烟品牌,对件烟进行分拣,将其送入对应的码垛工位。原有系统采用的条码识别和扫推式分拣方式,仅适用于烟箱尺寸固定、烟箱条码位置相对一致的情况,面对多品规同时分拣的需求则显得无能为力。为此,项目设计人员根据不同规格烟箱的条码位置,在不同角度安装条码阅读器实现了对所有规格烟箱条码的识别,解决了异型烟由于条码位置不固定不能扫描的问题(如图6)。将入库分拣由扫推式改为弹出轮式,使入库系统的分拣能力由13箱∕分钟提升到20箱∕分钟以上,解决了不同规格烟箱的分拣问题。
图6 在不同角度安装条码阅读器可实现对所有规格烟箱条码的识别
6.机器人自动码垛系统改造,实现异型烟和标准烟的共线码垛入库。
自动码垛系统主要由码垛工位和码垛机器人构成,码垛工位主要作用是将烟箱位置固定,原有系统为单工位,仅适用于标准烟箱,为解决这一问题,工程技术人员对码垛工位采用了双工位设计,一个工位用于标准烟箱,一个工位用于异型烟箱,避免了由于烟箱尺寸差异带来的定位不准问题,同时对码垛机器人的夹具进行了改造,原有夹具为吸盘式,使用了16个负压吸盘,由于不同规格件烟的吸取面不一致,会导致吸盘空吸的情况发生,使其不能同时适应不同规格件烟。新的夹具采用了大面积真空吸盘,其自带真空发生器,能够快速建立真空并吸起件箱。夹具上装有4个真空检测开关,真空数显开关能灵敏检测吸盘内腔的真空度,并以数字形式显示出来,方便现场的观察,并可以多种方式设定输出方式,在件箱抓取时,当真空度达到设定的且满足安全抓起需要的值时,输出信号给机器人抓取件箱;在件箱的搬运过程中,实时监测系统真空度,如发生掉箱或真空故障,向机器人发送报警。一种大面积真空吸盘夹具,其吸力几乎不受吸取物面积影响,从而实现了码垛系统的升级改造。图7为标准烟码垛形式。图8为异型烟码垛形式。图9和图10为机器人夹具。
图7 标准烟码垛形式
图8 异型烟码垛形式
图9 机器人夹具
三、结语
成都卷烟厂通过以上成品入库系统柔性化改造,实现了异型烟与标准烟的共线自动入库,杜绝了车间的现场捡条,极大改善了卷包车间现场物流状态,降低了物流成本,减少了安全质量方面的风险,提升了工厂形象。该改造的案例成功实施,对行业内其他工厂具有积极的借鉴意义。

笃行致远 2024中国烟草行业发展观察