

烟业智汇

零售户在线

微薰

手机版
烟业智汇
零售户在线
微薰
手机版
烟草在线专稿 [摘要]:随着制丝、卷烟工艺技术和设备水平的提高以及制丝加工理念的转变,卷烟工业企业对打叶复烤提出了更高的质量要求。控制大片率、提高中片率、降低叶中含梗率,合理的叶片结构逐步成为目前卷烟生产对片烟结构的新的要求。几年来,云南宣威复烤厂以“控制大片率、稳定提高中片率、降低小片率、提高长梗率”为指导是想,根据不同地区、不同等级的烟叶进行打叶复烤加工工艺的研究,取得了显著的成果,为了进一步提高打叶复烤加工水平,提高片烟质量,满足配方所需要的烟叶均质化、均匀化要求,建立了设备各工艺参数优化数据库。
[关键词]:工艺参数;设定;打叶复烤质量;关系
为进一步提高生产加工过程标准化运作水平及加工过程关键工艺参数的计算机自动采集、优化程度,为探讨各工段工艺参数的设定对打叶复烤质量的影响,笔者采集了2010年烤季和2011年烤季生产厂家的打叶复烤加工情况,通过对各工艺指标进行检测和分析,得出,针对不同地区、不同等级的烟叶原料设置不同的加工工艺参数,是提高打叶复烤质量的关键所在,这能为设计具有各自部位特色的打叶复烤加工工艺,提高烟叶质量提供指导。
下面以宣威复烤厂生产加工车间生产一班加工的烟叶为例,进行工艺参数设置:
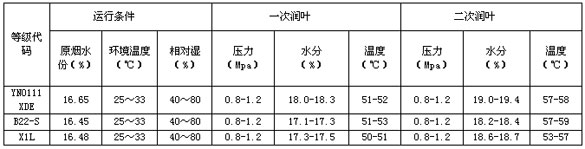
一、烟叶原料

二、各工段工艺参数设置
(一)真空回潮工艺要求
按加工技术协议要求“预处理段非片选烟叶都要进行真空回潮”,由于初烟水份均在17%左右,若按YC/T146标准很难执行,因为标准要求原烟水份高于16%就不用回潮。所以为取得客户支持,车间积极与各烟厂现场监打员进行沟通,在现场对设备经过多次实验调整,最终对烟叶工艺参数执行要求的确认如下:
1、建议参数设置要求:采用1个回潮周期,回潮抽空温度15~20℃,加湿温度45~50℃(在加湿时不能加水,只能加汽),保温时间80秒,返抽时间120秒。
2、工艺要求:
回潮后烟叶的工艺质量指标
(二)预处理工序工艺参数设置数据
1、润叶工艺要求:由于回潮后烟叶的水份较大,所以要求控制好一润水份,温度,一润要重在升温,不能加水,少量加汽补充水分。
2、建议设备参数设置:
2.1一润:桶转速48Hz,回风风机转速45Hz,回风温度140℃,入口汽阀“0”,出口汽阀“50”,加水阀“0”。
2.2二润:桶转速48Hz,回风风机转速42Hz,回风温度130℃,入口汽阀“50”,出口汽阀“70”,加水阀“0”。
2.3预处理工艺参数
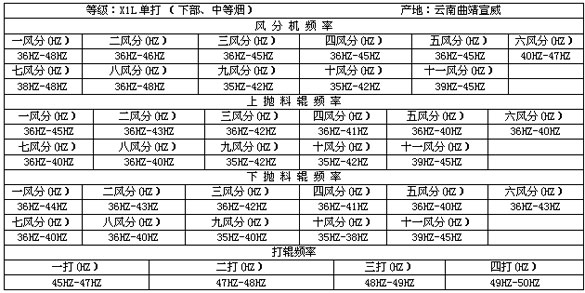
(三)打叶工序打辊转速工艺参数设置(HZ)
1、浙江中烟公司
烟叶等级:下选(X2F、X3F、X4F、X3L)、X3F、CX2K(中部、下部、C3F、C4F)扎叶碎片

2、上海烟草集团有限责任公司

3、甘肃烟草工业有限责任公司
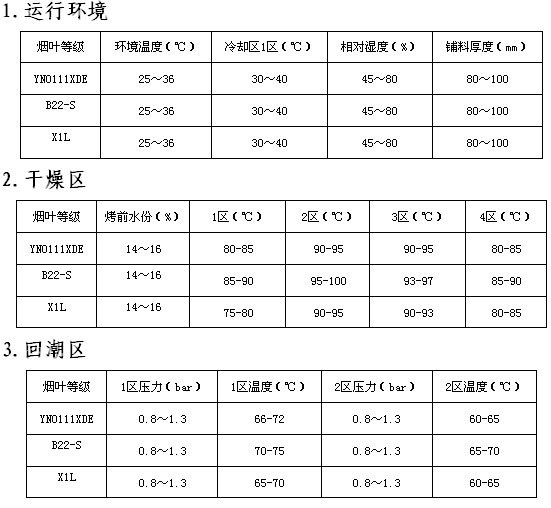
(四)叶片复烤工序工艺参数设置数据

(五)烤梗机工艺参数设置数据

三、烤后主要工艺检测结果
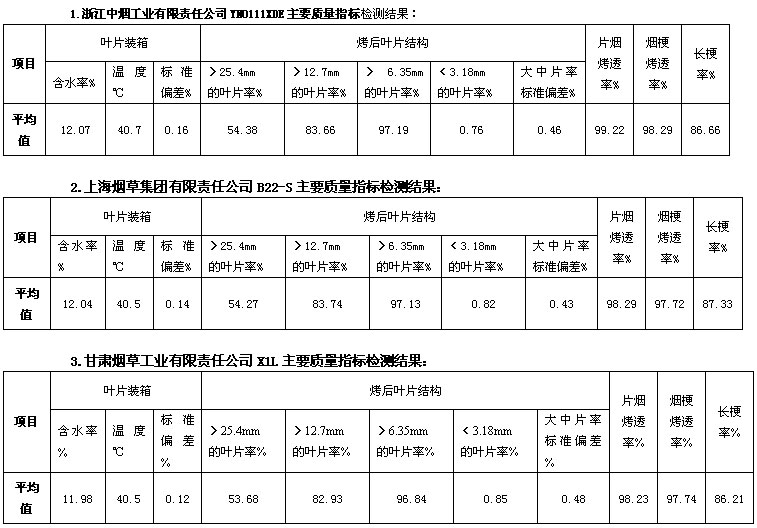
四、由以上的数据可以得出
1.从烤后主要工艺检测结果来看,配方打叶后,大中片率,长梗率的指标比单等级高,现在大部分卷烟企业基本上都是初配方打叶,烟叶由不同部位、不同等级、不同地区的的烟叶混打,这些烟叶的身份不一,水份各异,叶片的厚薄差异很大,如何调整各设备的参数,如何调整工艺流程,如何使加工出来产品的各项指标能够合乎客户需求就成为了摆在各企业面前不可回避的问题。这时宣威复烤厂大力开展工艺研究,鼓励车间操作人员全员参与,积极探索配方打叶加工工艺参数技术。
2.在流量稳定的情况下,合适的烟叶温度和水分是保证梗叶分离效果的基本条件。如果温度和水分偏低,脆性就会增加,造碎率就会提高,叶片合格率下降,叶中含梗率偏高,同时打后烟梗表面会附着许多锯齿状的小叶片,造成梗中含叶率增加,一般情况下进入打叶打机的烟叶温度中部烟叶在55-58℃、下部烟叶在53-57℃、上部烟叶在57-59℃时打叶效果最好。
3.叶梗分离主要工艺任务就是利用润后叶片增强了韧性和机械强度,降低了叶片与烟梗着生处的结合强度原理,将烟叶均匀投入打叶机内,在高速旋转的打叶辊作用下,叶片被打钉的冲击力和框栏的磨擦力从烟梗上被撕裂下来。通常情况下,在规定的含梗率要求范围内,含梗率越低,处于12.7mm-25.4mm临界的叶片所占比例会明显增加。在框栏距一定情况下,打辊转速在一定范围内与打叶效率成近似的正比关系,但随着打辊转速的增加,合格片率成下降趋势,碎片率稍有增加。所以必须根据不同部位、等级的烟叶选择不同的打辊转速,一般情况下打辊转速的选择是上部烟大于中部烟,中部烟叶大于下部烟叶,四级打叶之间呈逐级增加。针对不同特色的烟叶对打辊转速进行合理的设置,能提高打叶复烤质量,增加烟梗的利用率,降低损耗,为卷烟企业提供优质的卷烟原料。
4.在复烤工艺过程中,温度、水分、流量、蒸汽压力是几个重要的工艺参数。
流量稳定对复烤工序的影响至为关键,甚至影响成品质量,首先要从来料开始就必须保证流量的稳定、均衡。在片烟进入烤片机时,由于来料水分、温度都稳定,在干燥区设定一定温度后,出口水分也会相对稳定。同时让喂料机的存储空间中随时都有一定片烟,避免储叶柜中布料不均匀时所带来的流量不均匀。这样要求控制好倾斜带和主传动的速度,通常倾斜带增加,主传动也增加,保障铺叶厚度适中。
片烟经过干燥区时,根据片烟等级、流量的大小来设定干燥区的温度,通常在设定温度时,一、四区的温度在90℃以下,二、三区的温度设定在100℃以下,干燥区的温度如果设定过高,就会增大烤透率,影响烟叶的回潮,使烟叶水分过小,导致不合格,干燥区的温度设置过低,烟叶烤不透,再经过回潮,烟叶不适宜保存。只有设定适当的温度,烟叶容易回潮,也利于储存。可以遵循抛物线的方法来设定温度,当温度不适宜时,要同时降温度,这样保障烟叶的邹缩率最小。
回潮中,控制好水和蒸汽对烟叶出口水分至关重要,可通过调节水阀和气阀控制水和蒸汽的比例。当水阀较小,气阀增大时,成品的温度会提高,容易产生烧芯、变色等不利因素。机尾烟叶温度要控制在50-60℃,可以增大水阀来降低温度。在调整水阀与气阀的过程中,可以通过眼看,耳听的方式来判断其比例是否合适,当水阀过大时,水不能形成较好的雾化,可能会直接喷在烟叶上,导致烟叶带水。当蒸汽过大时,其噪音较大。只有控制好水与气阀的关系,才能使出口水分合格率增大。
五、结束语
了解到针对不同地区、不同等级的烟叶原料设置不同的加工工艺参数,在生产加工的过程中,可以对润叶水分和温度、叶含梗、干燥区的温度和回潮区的蒸汽和水的工艺参数加以适当的调整,打叶复烤的质量水平会得到较大提高。

笃行致远 2024中国烟草行业发展观察

