

烟业智汇

零售户在线

微薰

手机版
烟业智汇
零售户在线
微薰
手机版
捕丝器的作用是将经过三级开松的丝束平稳输送至成型机的烟枪部位。如图①所示,在H部位负压风牵引丝束,将之送入烟枪。
近年来,随着ZL29滤棒成型机组国产化进程推进,国产捕丝器已经逐步代替进口。但国产捕丝器没有具体的装配和调整标准,大多根据个人经验进行操作。捕丝器负压风量大小不一,会造成丝束不稳定,若丝束拉力过小,会产生丝束打旋现象,无法满足生产需求,大大降低了装配效率。
近期,许昌烟草机械有限责任公司研制人员仔细研究发现,如图②所示,捕丝器A处进入正压,在件1与件2异形面交界处快速通过,带走空气,在H处形成负压风。件1与件2的距离决定了正压风的释放速度,而该距离主要依靠增减垫片来进行调整。部装时,垫片数量往往根据经验调整,精准性不足,需要在调试时反复拆装。因此,研制人员决定制作流量检测工装,在部装前对捕丝器流量进行检测。
研制人员查阅了大量资料,进行了充分讨论,随后设计出工装图纸,明确了加工工艺。他们将流量检测装置入口与工作台上的气源对接,将流量检测装置出口与捕丝器对接。同时,他们选用额定流量范围10~1000L/min、电压DC12~24V、可充电的数显流量计,制作出捕丝器流量检测工装。
部装时,工作人员根据流量标准进行装配和调整,即可实现一次调整到位。目前,捕丝器流量检测工装已全部应用于ZL29滤棒成型机组的部装中。
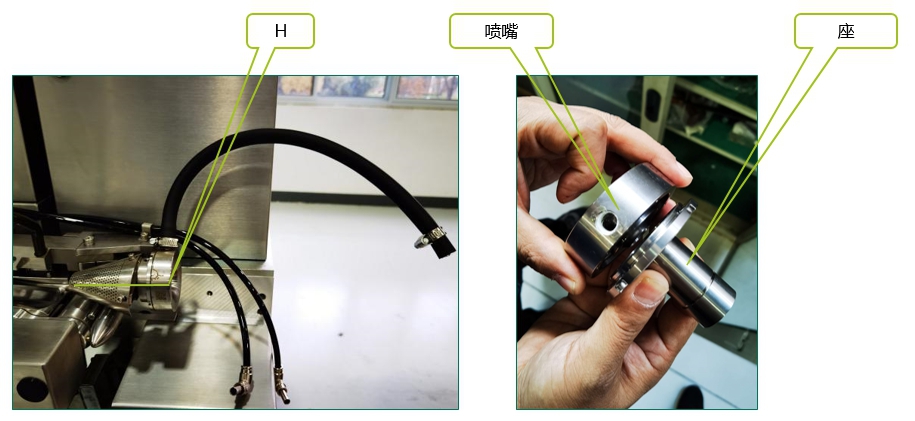
图①

图②

重庆中烟,以新质生产力推动企业高质量发展


