

烟业智汇

零售户在线

微薰

手机版
烟业智汇
零售户在线
微薰
手机版
问题描述:
制丝加工含有梗丝加料等多个加香加料点,对加料系统进行优化改进是制丝车间的重点课题。生产过程中,料液由储罐进入加料泵加压之前要经过过滤器过滤,滤除料液中不溶于料液的杂质,防止颗粒性杂质进入加料泵和加料管路,造成加料泵损坏和管路、喷嘴阻塞,影响加料精度。目前,制丝线加料系统过滤器是手提式筒状结构,内衬35目不锈钢过滤网,由于滤网长期在料液中浸泡使用,加之料液流动对滤网产生冲击,导致滤网与侧壁连接处开焊,发生过滤器内衬的35目滤网与侧壁脱离现象,使滤网脱离,失去过滤作用。滤网维修需要用氩弧焊将其与侧壁重新焊接,耗时较长,影响维修作业效率。
改进方法:
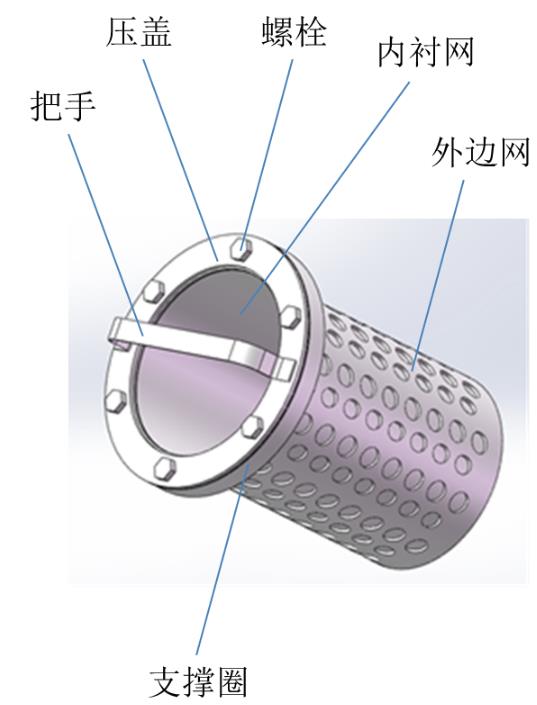
设计一款分离式过滤装置,该过滤器分为把手、支撑圈、压盖、外边网、内衬60目筛网。支撑圈与外边网焊接为一体,压盖与支撑圈夹住内衬筛网的边缘,支撑圈上均布有螺纹孔,压盖和内衬筛网有通孔,利用螺栓将压盖、内衬筛网、支撑圈连接为一体,并压紧内衬筛网。经实际使用验证,分离式过滤装置单人更换内衬筛网的平均时间降为3.5分钟,改善了筛网清洗效果,提高了设备运行效率。


重庆中烟,以新质生产力推动企业高质量发展


