

烟业智汇

零售户在线

微薰

手机版
烟业智汇
零售户在线
微薰
手机版
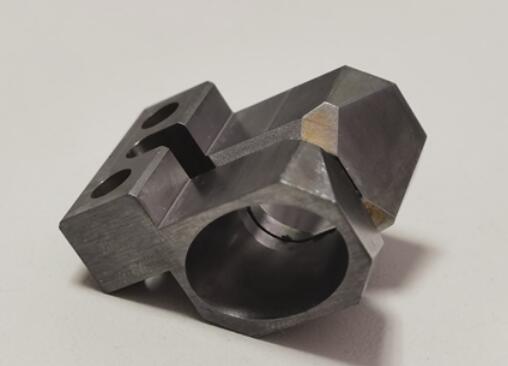
名称:喇叭嘴,ZL29型滤棒成型机组关键零件
作用:整支滤棒从侧面孔部进入,刀片从中间开口槽处快速落下,将整支滤棒切割成符合要求的成型滤棒
加工难点:零件较小且为不锈钢材质,加工时容易变形。较严格的公差辅以多个复合斜面,对现有刀具和编程都是考验。尤其是零件核心位置的开口槽,形位公差要求为0.25±0.02mm,实现难度大
“喇叭嘴”,是ZL29型高速纤维滤棒成型机组的核心零件,主体外形尺寸为25.5mm×17mm×20mm。别看它小,作用很大,一旦损坏,会影响整个机组的正常运转。
不久前,许昌烟草机械有限责任公司接到延边长白山嘴棒有限公司的紧急求助电话:由于长时间使用,ZL29型滤棒成型机组喇叭嘴老化,进而出现故障,设备无法正常生产,希望能提供替换零件。
由于加工精度要求严格,此前喇叭嘴一直依赖进口。受疫情影响,进口件采购困难,且周期也长,用户等不起。许昌烟机公司决定自主攻关,迅速成立了由机加车间技术骨干组成的攻关小组,集中力量破解喇叭嘴国产化难题。
从外形来看,喇叭嘴像一个“小宝石”。它有10余处公差要求,复合斜面多达20处,还有一个最核心的喇叭嘴和开口槽,垂直相贯精度要求为0.01mm,开口槽公差要求在0.25mm以内。
新的任务有新的挑战。这种异形件必须在高精机床——五轴加工中心上加工,但同期匹配的三台五轴加工中心有两台出了故障,唯有安排在有指定件任务的HPM1150U五轴加工中心上。同时,这个首次试制的零件并没有现成的工艺标准可借鉴,需要“摸着石头过河”。更困难的是,可以匹配直径为0.2mm切割丝的机床出现故障,怎样保证开口槽的加工精度是个问题。
攻关小组经过头脑风暴,迅速制定出加工方案,先由五轴加工中心加工出外形,再由线切割机床加工复合斜面和开口槽,并增派富有编程经验的刘鹏师傅到HPM1150U五轴加工中心共同攻关;攻关小组技术人员谢阳阳多方沟通,在最短时间内采购到了线切割机床所能兼容的最小切割丝。
一场艰难的攻关就这样开始了。备料件被割成三件之后,迅速转移到了五轴加工中心。待五轴机床操作工于明亮和刘鹏商量好加工方案后,时间已是晚上7点。
第二天一早,两人不约而同提前到岗,在结合三维模型图和对图纸进行多次考量之后,初步编辑完所需程序。但在进行粗铣时,由于刀具有效切削刃较短,发生了刀具干涉,他们只能采用有效切削刃较长的铣刀进行铣削。铣削过程中,他们发现,对于零件开口槽处的复合斜面,如果用现有刀具加工,必然产生过切现象,导致零件报废;如果采用线切割方法,余量太大,必然变形。怎么办?他们尝试进行了路径计算,采用缩短走刀行程、尽可能铣去余量的方法,成功解决问题!
为保证工期和加工质量,第三天,两人采用轮班制,终于在晚上7点将零件外形加工完毕。
第四天,零件快速流转到经验丰富的线切割操作工张许华处。
由于机床匹配的是直径为0.2mm的切割丝,且切割丝是采购部加急采购回来的,第一次使用,加工时用什么参数?对于这么细的切割丝加工不锈钢材质,加工时会不会断丝?没有经过稳定处理的材料怎样保证零件切割以后的变形量?用0.2mm的切割丝切割开口槽,公差能不能保证?
面对诸多加工难题,张许华经过深思熟虑,发现最好的解决方案就是将零件的变形量控制到最小,给精加工留有一定空间。他找到一块材料一致、大小相似的备料进行了试切,给精加工仅留有0.01mm的余量,发现难以保证零件公差。调整参数后,第二次试切,变形量控制住了,但余量太少,难以保证槽内的表面粗糙度。在经过与机床厂家沟通后,他修改机床参数,将切割电流减小,加大放电间隙,进行了第三次、第四次、第五次尝试,一次次以0.01mm为单位进行微调整,最后达到了完美的中间公差。
成功的试切给了张许华信心。随后,他总结试切加工经验教训,精确加工出0.23mm、0.25mm和0.27mm三种尺寸规格的开口槽。
“有棱有角的小宝石。”检查员宋凤彩看到成品时发出感叹,经过多角度测量,给出了“合格”的结论。随即,三种规格的国产化喇叭嘴被发往延边长白山嘴棒公司。
经过上机试用,延边长白山嘴棒公司反馈,开口槽公差为0.23mm的喇叭嘴使用效果最佳。用户的肯定,意味着许昌烟机公司圆满完成了此次国产化攻关任务。

重庆中烟,以新质生产力推动企业高质量发展


